
Testing methods : Strength and resistance
Creep rupture strength – Internal pressure test
Constant internal pressure at constant temperature
The internal pressure test is standardised in ISO 1167 and EN 921 “Thermoplastic pipes for the conveyance of fluids – Resistance to internal pressure – Test method”. The test specifies a method for determination of the resistance to constant internal pressure at constant temperature. The test samples are kept in an environment at a specific constant temperature, which can be either water (“water-in-water” test), another liquid (“water-in-liquid”) or air (“water-in-air” test). The tests for the PE100+ Association are performed on 110 mm SDR 11 pipes as “water-in-water” test. In terms of lengths of the pipe, the standard requires at least three times the outside diameter. For pipes bigger that 315 mm outer diameter, a minimum length 1.000 mm shall be used.
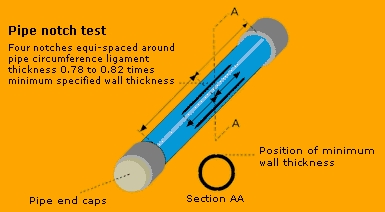
Stress crack resistance – Pipe notch test
Slow crack growth testing
The Pipe notch test is standardised in ISO 13479 “Polyolefin pipes for the conveyance of fluids – Determination of resistance to crack propagation – Test method for slow crack growth on notched pipes (notch test)”. The test simulates slow crack growth and record time to failure on notched pipes. The testing environment accords to ISO 1167 and EN 921 in terms of temperature and specified constant internal pressure. PE pipes are tested at 80ºC under certain pressure levels, depending on the SDR (Standard Dimension Ratio). All tests for the PE100+ Association are carried out on 110 mm SDR 11 pipes, which leads to an internal test pressure of 9.20 bar.
The CEN/ISO standard refers to a testing time of =165h at 80C at 9.20 bar for PE 100 materials.
The PE100+ Associations requirement is enlarged by three times up to =500h using the same testing conditions.
Resistance to Rapid Crack Propagation – S4 Test
RCP phenomenon simulation in plastic pipes
The small-scale steady-state test (S4 test) is standardised in ISO 13477 “Thermoplastics pipes for the conveyance of fluids – Determination of resistance to rapid crack propagation (RCP).” The test simulates the phenomenon of RCP in plastic pipes and measure the determination of arrest or propagation of an initiated crack. In pipelines RCP, caused by a brittle crack, could undergo the length of several hundred meters almost at the sound of speed.
This requires even more awareness about RCP. The current EN/ISO standards provide a maximum of 10 bar for natural gas and 25 bar for potable water pipelines as operating pressure. The determination of the required testing pressure is based on the MOP (maximum operation pressure) and would result in a testing pressure of only 4.2 bar for a MOP of 10 bar.
The PE100+ Association takes that into consideration and raises it’s requirement in terms of the testing pressure in the S4 test up to minimum 10 bars. Straight test pipe samples are used with square ends with a specified length of seven times external diameter of the pipe. All tests within the PE100+ Association are specified with 110 mm SDR 11 pipes with 800 mm length.
The test is carried out by a conditioning temperature of 0C using nitrogen or air to pressurise up the pipe. The pipes are prepared with leaktight endcaps, which are fitted over each end.
The test apparatus is designed to simulate a fast-running longitudinal crack following a small notch inside the pipe.
The energy obtained during an impact on a pipe sample, caused by a falling weight including a striker blade, might assure a fast running crack if the resistance to RCP is below a certain level.
The required crack arrest is defined, when the crack does not exceeds or equal 4.7 times the outer diameter of the pipe. Research work to determine the correlation factor between of the S4 and the full-scale test is ongoing.
The CEN/ISO standard requires a critical pressure Pc,S4 with the displayed formula above at a testing temperature of 0C.
The PE100+ Association takes that into consideration and raises it’s requirement in terms of the testing pressure in the S4 test up to minimum 10 bars.

Creep rupture strength – Internal pressure test
Resistance to internal pressure
The internal pressure test is standardised in ISO 1167 and prEN 921 ”Thermoplastic pipes for the conveyance of fluids” – Resistance to internal pressure – Test method. The test specifies a method for determination of the resistance to constant internal pressure at constant temperature. The test samples are kept in an environment at a specific constant temperature, which can be either water (”water-in-water” test), another liquid (”water-in-liquid”) or air (”water-in-air” test). The tests for
Article Source : https://www.pe100plus.com/PE-Pipes/materials/Testing-methods/Testing-methods-i237.html
Upload by Evi PT Shuanglin Pipe Indonesia